


超强激光科学卓越创新简报
(第七百零一期)
2025年9月2日
上海光机所在ZnS晶体–钛合金异质材料高强度超快激光焊接领域取得重要进展
近日,中国科学院上海光学精密机械研究所高端光电装备部杨上陆研究员团队在异质材料超快激光连接领域取得突破性进展。团队首次实现了无需中间层的ZnS晶体与Ti-6Al-4V钛合金的高强度直接焊接,有效解决了传统连接方式中残余应力高、连接强度低、易引入污染杂质等关键难题,并深入揭示了接头成形与强度生成机制。相关研究成果以“Ultrafast Laser Direct Welding of Dissimilar Materials: ZnS Crystals and Titanium Alloys”为题,发表于Optics Express。
ZnS(硫化锌)晶体作为红外光学窗口、探测器外壳等关键部件材料,具备宽波段透过性和优良的力学性能。它与金属之间实现稳定、可靠的集成,对推动高端红外成像、复杂光学系统、先进传感设备的工程化发展具有重要意义。然而,由于两种材料在热膨胀系数、化学性质和力学性能上的严重不匹配,长期以来其连接多依赖胶接或金属中间层钎焊,不仅强度有限,还易产生污染和残余应力。
针对上述挑战,团队采用超快激光作为高精度能量输入手段,聚焦激光脉冲在微米尺度实现ZnS晶体与钛合金界面的局部熔融,最终在无中间层条件下成功构建了平整、连续的异质连接界面。接头剪切强度达到67.7 MPa,较传统钎焊工艺提升85%,而残余应力仅为0.286 GPa,约为传统连接的13%,显著改善了界面稳定性。研究揭示了异质接头的连接主要依赖于ZnS在激光局部熔融后的界面化学键合过程,并且进一步提出了一种微孔辅助强化机制,即熔融ZnS在快速凝固过程中自然形成的微米孔洞能够有效阻碍裂纹的扩展路径,提升断裂韧性,从而提升了接头强度。
此外,该技术已在大尺寸构件上完成验证,实现了从微尺度元器件到毫米级光窗的稳定焊接,展现出良好的工艺兼容性与可扩展性;为超快激光在先进光电封装、航天器关键部件以及微机电系统(MEMS)中的异质材料可靠连接奠定了理论基础与技术支撑,展示了其在高端制造领域的广阔应用前景。
相关工作得到国家重点研发计划的支持。

图1. ZnS与Ti-6Al-4V皮秒激光焊接示意图 (a);试片叠放方式示意图 (b);单脉冲加工区域的截面形貌与主要元素分布 (c) 以及截面不同测量位置处的拉曼光谱 (d, e);Ti-6Al-4V侧的断口形貌与主要元素分布 (d)以及ZnS侧的断口形貌 (g, h)
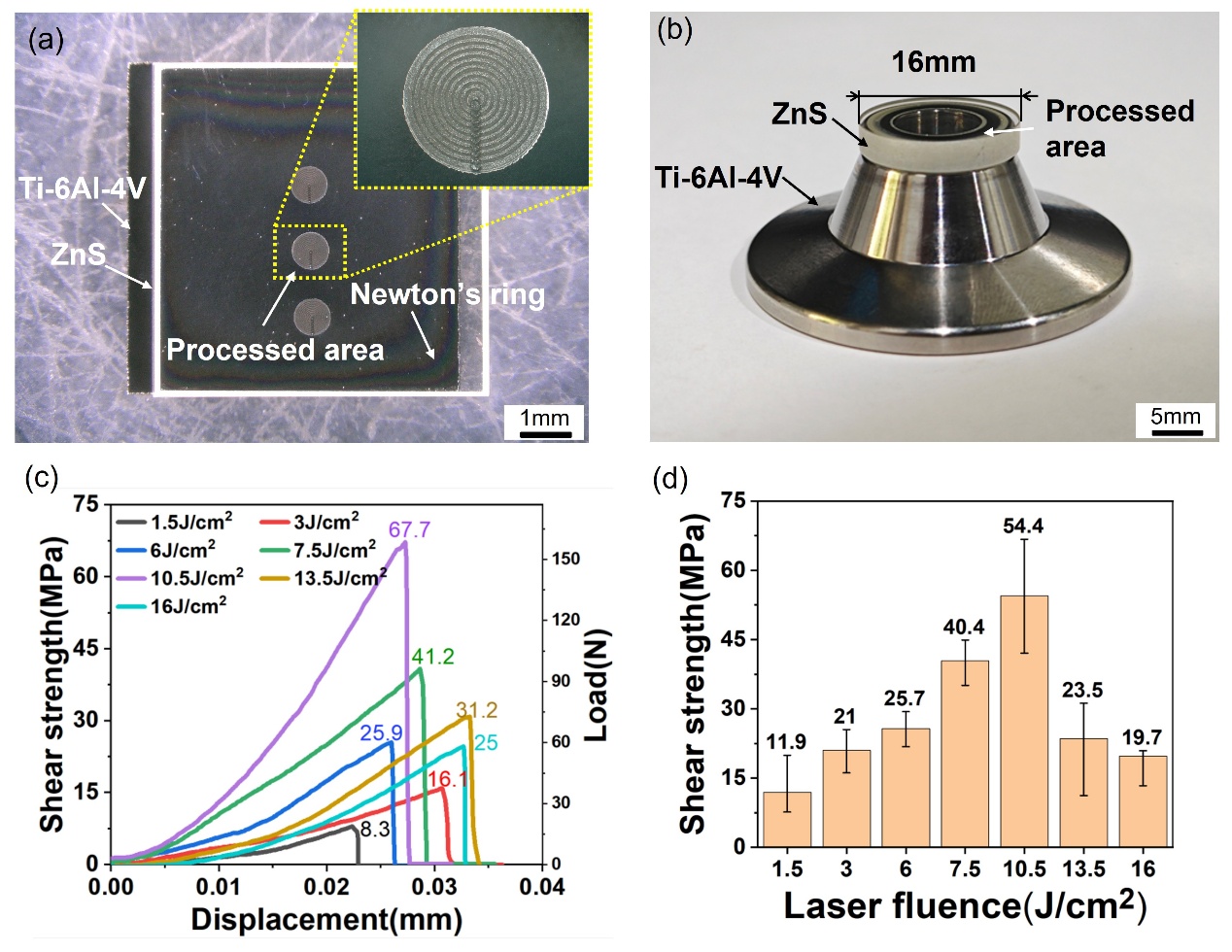
图2. ZnS/Ti-6Al-4V接头剪切试样 (a);大尺寸连接试样 (b);不同激光通量下接头的强度-位移曲线 (c)以及接头强度随激光通量变化柱状图 (d)









